Cast Iron Repair Welding Techniques, Don’t Toss Old Parts–Fix `Em! From the May, 2009 issue of Classic Trucks / By Moses Ludel
Classic truck restoration often means fixing old parts. Keeping the vehicle original or doing an actual “matching numbers” kind of buildup, there are times when you must restore an existing casting or metal part. Cast-iron repairs, including housings and engine blocks, generally fall into the last-resort category, as these repairs can prove costly and risky.
Iron is often less expensive to produce, yet it is durable, readily machinable, and can be reasonably strong. Not all iron is the same. Cast iron differs in carbon content, ductility, yield, and elongation. Alloyed irons resist wear, fatigue, and heat cycling.
Automotive applications of cast iron fall into several categories: 1) gray cast iron, used for engine blocks and gear housings; 2) alloy cast iron (with higher-tensile strengths), used for cast cylinders, pistons, rings, and brake drums; and 3) pearlitic malleable iron castings, which differ in stiffness for various applications. Malleable iron is common to axle and differential housings, camshafts, and even crankshafts.
Similarly, ductile cast iron (popularly called “nodular iron”) has strength and shock resistance. When we talk about a “nodular crankshaft” or Ford 9-inch “nodular” differential housing, these are high-tensile-strength yet ductile castings. Ductile iron means more elongation or “give” and less of a tendency to split or crack under high stresses. Since ductile iron can be flame or induction hardened, it is also popular for use with emission-era iron cylinder heads. Flame or induction hardening of exhaust valve seats allowed the use of unleaded fuels without the risk of rapid valve seat wear.
There are as Many Welding Techniques as Iron Types
Ask five specialists what makes the best cast-iron repair and you will likely get five answers! Repairing iron takes into account the ductility, composition, and granular structure of the base material. One type of casting may require a different welding technique or filler material than another. Of the irons, nodular types have a graphite and alloy content that is complex and not easy to duplicate during repairs. Gray iron, common to lighter-duty housings, requires preheat steps to prevent cracks during a repair. Malleable iron, such as that used in conventional crankshafts, is frequently welded in the automotive machine trade.
Since iron types have different metallurgy, any repair starts with identifying the iron involved. The kind of filler rod used in the welding process must be compatible with the iron. If not, even if the weld is successful, the weld area may not behave like the surrounding iron. One iron may be more ductile than another type–or the fill material may not behave properly. This can cause post-weld stress and cracks at the margins of the weld or “heat-affected zone” (HAZ).
A large problem when repairing cast iron is expansion and shrinkage. In some cases, the casting must be heated entirely to a uniform, high temperature before welding. There are procedures that place a casting inside an actual furnace. The piece heats gradually to red hot, and the welder makes the repair through a door in the furnace! Furnace welding helps prevent weld area shrinkage that causes cracks.
The greatest challenge in an iron repair is cracking. Extreme care must be taken to prevent cracking. Preheating is a requirement or recommendation with most cast-iron repairs. Forms of preheating include local heat with a rosebud torch, electrical resistance through the entire piece, cooking in a charcoal oven, or searing in a gas-fired furnace.
Before considering a weld method, understand that there are also other means for repairing iron. In some cases, a fuming bronze (brazing) technique will bring a broken casting back into shape without the extreme heat of welding. This method is common in field repairs of crude iron pipe and fittings like those used in low-pressure agricultural irrigation. Bronze filler, used in an oxyacetylene brazing process, is available to higher-tensile strengths. This will work for iron repairs on parts not subject to high load stresses.
A technique often overlooked is the use of silver brazing. This is sometimes called “silver soldering”; however, the material and heat involved is truly brazing. High-tensile-strength silver brazing rod and thorough fluxing can produce excellent results on a cast-iron repair. Especially in the case of a properly cleaned and fluxed fissure crack, silver brazing may be just the right fix. Silver brazing is commonly used to join high-pressure steel and brass fittings.
Lastly, there is the technique of metal spray or powder welding. Here, a special oxyacetylene torch has a hopper onboard. The hopper carries a formulated metal powder. When the iron reaches the correct temperature, the welder injects powder into the mixing chamber of the torch. At the iron surface, a bond similar to brazing or surface alloying takes place. The filler material has characteristics like the base iron. Powder bonds and builds up like the casting itself–without risk of sloughing or separating at the joining point. Masters of this technique can build new ears on broken transmission or engine block flanges. The technique has gained popularity as a sensible repair for cracked cylinder heads. After machining, a powder metal spray repair is often untraceable.
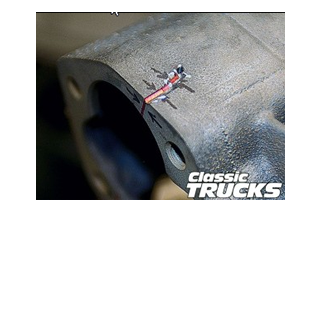
The repair at hand is a power steering gear casting with hairline fatigue cracks. Welding will require careful preparation and the correct filler rod. The welding method is TIG (GTAW), and the welder of choice is an air-cooled machine, such as a Miller or HTP. Note the steps carefully, and decide whether your projects can benefit from cast-iron restoration!
Read More